BGA実装とは?P=0.35mm狭ピッチ対応の工程と歩留まり向上のポイントを解説!
BGA(Ball Grid Array)は、スマートフォンやウェアラブル機器をはじめとする高密度電子機器において欠かせないパッケージです。近年はピッチ0.35mmという極めて狭い間隔の狭ピッチBGAも増えており、その実装には高度な技術が求められます。
ただ、「P=0.35mm BGAに対応可能」という言葉自体は耳にすることがあっても、実際にどのような工程で品質を確保しているのかをご存じない方もいらっしゃるのではないでしょうか。BGA実装はひとつの工程の精度が落ちるだけで基板全体を不良にしてしまうリスクを抱えており、各工程での技術的な作り込みが歩留まりを大きく左右します。こちらでは、BGAの基礎知識からP=0.35mm狭ピッチ実装の難しさ、歩留まりを高めるための4つの工程まで、ニソールEMSの取り組みを交えてご紹介いたします。
目次
BGA実装の基礎知識
電子機器の小型化・高密度化に伴い、プリント基板に搭載される半導体パッケージも、年々高ピン数化・狭ピッチ化が進んでいます。その中心的な存在がBGAです。こちらでは、BGAの基本構造と、近年急速に採用が広がるP=0.35mm狭ピッチBGAの背景についてご紹介いたします。
BGA(Ball Grid Array)とは
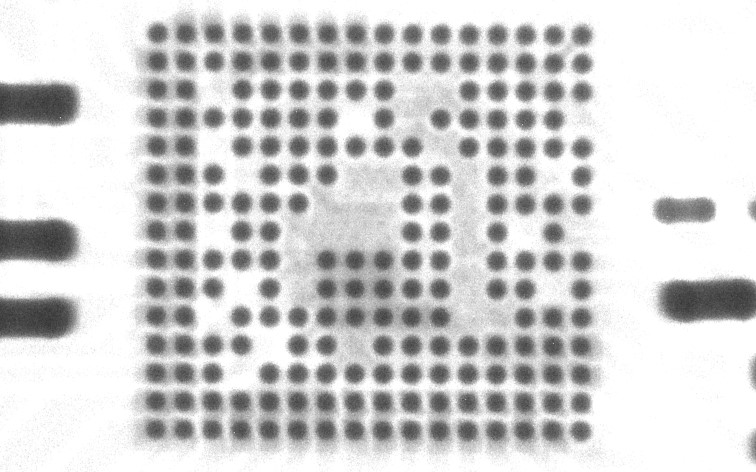
BGAは、パッケージの裏面に格子状(グリッド状)にはんだボールを並べた表面実装型の半導体パッケージです。従来のQFP(Quad Flat Package)のように側面からリードを出す方式と異なり、底面全体を端子として利用できるため、同じパッケージサイズでも端子数を大幅に増やせるのが特徴です。
CPU、FPGA、メモリ、無線通信モジュールなど、多端子・高速信号を扱うICで広く採用されており、現代の電子機器においては不可欠なパッケージ形状となっています。
ピッチ(P=0.35mm)が示すもの・狭ピッチ化の背景
「P=0.35mm」とは、隣り合うはんだボールの中心と中心の間隔(ピッチ)が0.35mmであることを表します。一般的なBGAではP=0.5mm〜1.0mmが多く使われてきましたが、ウェアラブル機器やスマートフォンのように極限まで小型化が求められる用途では、より狭いピッチのBGAが採用されるようになりました。
ピッチが狭くなるほど、同じ面積により多くの端子を配置できる一方で、はんだボールの直径も小さくなり、隣のボールとのクリアランスも縮小します。その結果、わずかな実装ずれやはんだ量のばらつきがブリッジ(短絡)やオープン(未接合)につながりやすく、実装難易度は飛躍的に上がります。
P=0.35mm BGA実装の難しさ
P=0.35mm BGAの実装が難しいといわれる理由は、単純に「ピッチが狭いから」だけではありません。位置精度・はんだ供給量・検査という3つの観点から、それぞれに技術的なハードルが存在します。こちらでは、それぞれの課題を整理いたします。
微細化による位置精度要求
P=0.35mm BGAでは、隣のランドとの間隔が極めて狭いため、マウンター(自動装着機)の位置決め精度や、リフロー時のセルフアライメント特性に強く依存します。位置ずれがわずかでも、隣のランドとブリッジを起こす可能性があります。
また、基板の反りや銅箔の膨張収縮によっても部品位置が微妙に変動するため、実装機側の精度だけでなく、基板側の寸法安定性まで含めた総合的な品質管理が求められます。
はんだ供給量のばらつきと不良モード
狭ピッチBGAでは、メタルマスクから供給するはんだペーストの量がわずかに多すぎても少なすぎても不良につながります。多すぎればブリッジ、少なすぎればオープンや接合強度不足を引き起こします。
P=0.35mmではマスクの開口径も0.2mm前後と非常に小さいため、ペーストが開口部から正しく抜けず、転写量にばらつきが出やすいのも特徴です。マスク厚・開口形状・印刷条件のすべてを最適化しなければ、安定した転写量は得られません。
目視できない接合部の検査課題
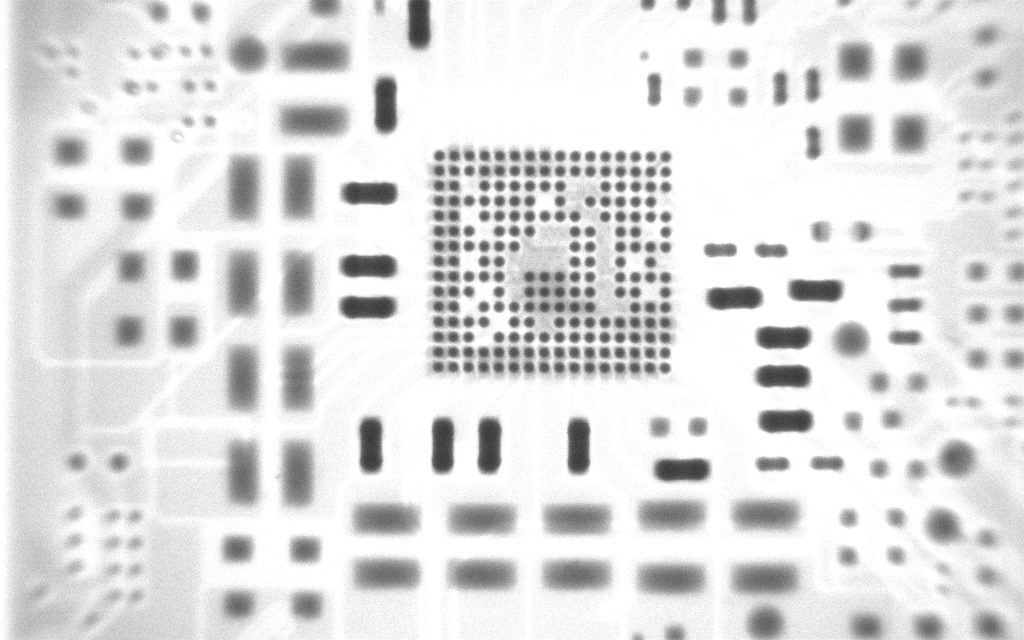
BGAの接合部はパッケージの底面に隠れているため、QFPのように目視や顕微鏡で接合状態を直接確認することができません。接合品質を保証するには、X線検査装置による透過観察が必須となります。
ただし、X線で観察できるのはあくまで形状情報であり、接合の電気的・機械的な健全性は実装プロセスそのものの安定性で担保する必要があります。「検査で不良を弾く」のではなく「不良を作らない」プロセス設計が重要になるのです。
歩留まりを高める4つの工程
ニソールEMSでは、P=0.35mm BGA実装において、ほぼ100%の歩留まりを実現しています。これは、基板設計事業で培った設計ノウハウと、信頼できる提携工場との緊密な連携によって、設計段階から実装・検査までを一気通貫で品質管理しているからこそ達成できる水準です。こちらでは、歩留まりを左右する4つの重要工程をご紹介いたします。
フットプリント設計
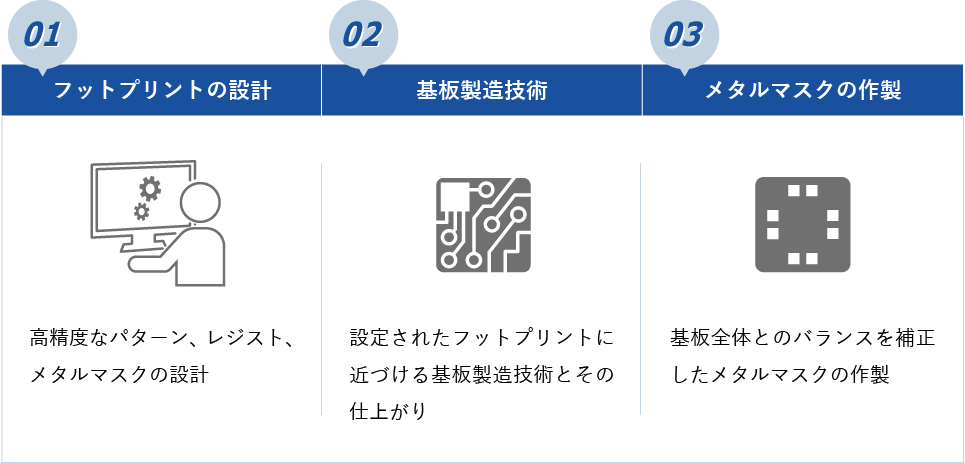
BGA実装品質の出発点はフットプリント(基板側のランド)設計にあります。ランド径、SMD(Solder Mask Defined)/NSMD(Non-Solder Mask Defined)の選択、レジスト開口径、ビア配置などが、はんだボールの自己整合性や接合強度に直接影響します。
ニソールでは、基板設計事業を併せ持つ強みを活かし、デバイスメーカー推奨パターンを基準としつつ、提携工場と共有してきた実装実績に基づいて最適化したフットプリントを採用しています。
メタルマスク開口設計
メタルマスクは、はんだペーストを基板へ転写するためのステンシルです。P=0.35mm BGAでは、開口形状(円形・小判形・正方形)、開口径、マスク厚、内壁の仕上げ精度のすべてが転写量を左右します。
ニソールでは、マスク厚と開口寸法のバランスを実装条件に合わせて設計し、必要に応じて開口形状の最適化や面積比・アスペクト比の見直しを行っています。提携工場と印刷条件をすり合わせながら設計データを最適化することで、ピッチ0.35mmでも安定したペースト転写を実現しています。
リフロープロファイル管理
リフロー炉での温度プロファイルは、はんだ接合の品質を決定する最終工程です。プリヒート、ソーク、ピーク、冷却の各ゾーンを適切に設計しないと、ボイドの発生や接合強度の低下を招きます。
P=0.35mm BGAでは、はんだ量が少ないため熱容量が小さく、温度の上がりすぎや冷却の早すぎが品質に直結します。ニソールでは基板の熱容量や周辺部品の特性を踏まえたプロファイル条件を設計段階から想定し、提携工場と密に調整することで、安定した接合を実現しています。
X線検査による接合品質保証
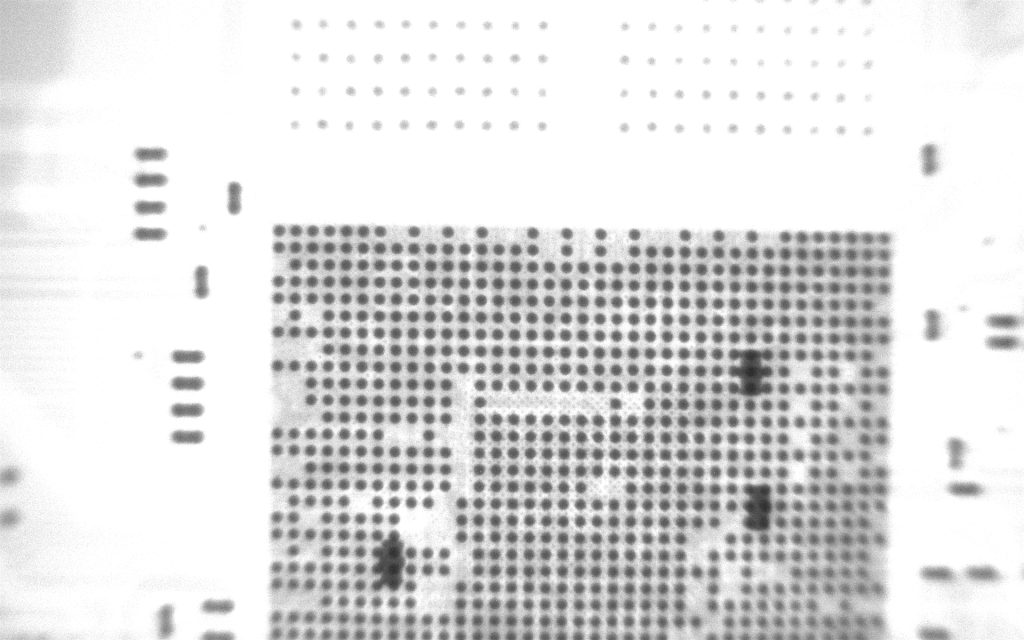
実装後は提携工場のX線検査装置によりBGA接合部を確認し、ボイド率、ブリッジ、オープン、ボール変形などを判定します。ニソールは検査結果を共有してもらうことで、設計段階で想定した品質基準を満たしているかを最終確認します。
ニソールEMSでは、P=0.35mm 16列×15段の高密度BGA、さらに参考事例としてP=0.4mm 37列×37段・1360ピンといった大規模BGAについても、高い実装歩留まりで対応しています。これは、フットプリント・メタルマスク・リフロー・検査という4工程を、設計と提携工場の連携によって一気通貫で品質管理できる体制があってこそ実現できるものです。
BGA実装・EMSのご相談ならニソールへ!
ISO9001:2015を取得しているニソールでは、電子回路基板設計事業とEMS事業を併せ持つ強みを活かし、自社の設計力と信頼できる提携工場との連携によって、設計段階から実装・検査までトータルでサポートしております。P=0.35mm BGAをはじめとする狭ピッチ・高密度実装にも対応可能で、試作から量産まで幅広いニーズにお応えいたします。「P=0.35mm BGAの実装可否を相談したい」「フットプリント設計から委託したい」「他社で歩留まりが上がらず困っている」など、BGA実装に関するお悩みがありましたら、お気軽にニソールまでお問い合わせください。